

 服务热线:
服务热线:手机号码:19121166298
地 址:上海市北京东路668号科技京城东楼27楼C1室
工业生产现场物料的测量对生产很重要,物料测量不准确,将会影响生产的顺利进行。韶钢第三炼钢厂2 号转炉副原料上料系统现场粉尘大、噪声大、环境温度高,现场环境相当恶劣,对现场物位检测仪表提出了很高的要求。原来安装的超声波料位计对物位检测准确度较低。由于受现场电磁场的干扰,信号不稳定,物位检测不准确,导致物料堆积在上料皮带机上,需要经常维护,且维护工作量大,不能满足满负荷的生产需求。E+H FMR250 料位计采用*回波处理技术和数据处理技术,同时由于雷达波本身频率高,穿透性能好的特点,E+H FMR250 雷达料位计能够克服恶劣的现场环境,准确地对物位进行连续测量。针对这种情况,综合考虑仪表的特性,韶钢第三炼钢厂对2 号转炉副原料料位检测系统进行技术改造,于2010 年2 月采用 E+H 的FMR250 型雷达料位计进行料位测量。
E+H FMR250 测量原理
E+H FM250 的变送器采用 DC24V,两线制进行供电,传输电缆采用屏蔽电缆,用以对现场其他干扰信号进行屏蔽。E+H FMR250 料位计采用*回波处理技术和数据处理技术,同时由于雷达波本身频率高,穿透性能好的特点,E+H FMR250 雷达料位计能够克服恶劣的现场环境,准确地对物位进行连续测量。 Micropilot是基于时间行程原理的“俯视式”测量系统,用于测量参考点(过程连接)与物料表面间的距离。天线发射微波脉冲信号,在被测物料表面产生反射,且反射的回波信号又被雷达系统所接收。E+H FMR250型雷达料位计的测量原理如图 1 所示。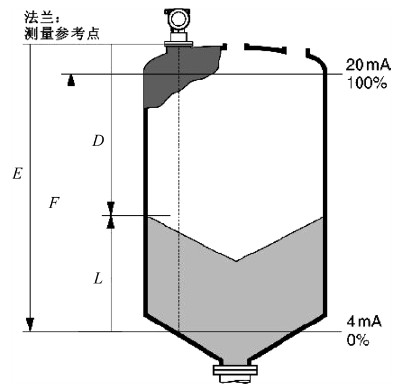 图1 E+H FMR250测量原理图
图1 E+H FMR250测量原理图
天线接收物料表面反射回的微波脉冲信号,并将其传输给电子部件。微处理器对信号进行处理,识别微波脉冲在物料表面所产生的回波信号。参考点至物料表面间的距离与脉冲信号的运行时间成正比:
D=Ct /2
其中 C 为光速。
空罐高度已知,则物位为:
L=E-D+A
其中 A 为修正值。
物位测量系统原理
E+H FMR250 型料位计采用两线制进行供电和信号输出。整套料位检测系统的原理图如图2 所示。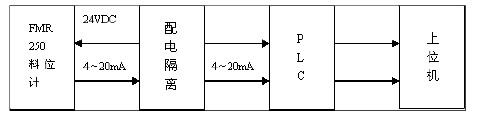 图2 料位检测系统原理图 E+H:吴海凤 :
图2 料位检测系统原理图 E+H:吴海凤 :
如图 2 所示,三钢厂2 号转炉副原料料位检测系统的物位传感器安装在现场,用以检测料位信号,采用屏蔽线进行信号传输,减少电磁干扰。配电隔离器、PLC 、上位机均在配电房和操作室,可在zui大限度上减少现场恶劣环境对系统的干扰,提高系统的稳定性,提高数据的准确度。配电隔离器对物位计提供直流24V 电源,接受变送器输出的 4~20mA 标准信号,同时对输入的标准信号进行光电隔离后输入PLC ,经由PLC 再把数据传送到上位机上,供操作人员使用。
E+H FMR250型料位计的安装
E+H FMR250 型料位计的安装要求
由于雷达料位计是采用接受返回的雷达波的方式来计算空距,通过换算得出料位高度的,所以料位计的安装位置对料位计的测量有至关重要的影响。雷达料位计安装位置的选择要遵循不能产生干扰回波的原则,干扰回波将直接影响测量数据。E+H FRM205 型雷达料位计的安装位置的选择如图3所示。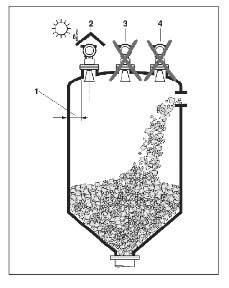 图3 E+H FMR250型雷达料位计安装位置选择
图3 E+H FMR250型雷达料位计安装位置选择
(1)由罐的内壁到安装短管的外壁应大于罐直径的1/6(图 3 中“1”所示距离),在任何情况下,仪表与罐内壁间的距离不能小于 20cm。
(2)料位计不能安装在罐顶的中心位置(图 3 中“3”的位置),干扰回波会导致信号丢失。
(3)为了保持在上料过程中数据的稳定,料位计不能安装在上料口的上方(图3 中“4”的位置)。若安装在上料口上方,在上料过程中,下落的物料会造成回波干扰,使测量数据波动,不能真实地反映上料情况。
(4)为了避免造成虚假回波而影响测量,在信号波束内不能安装纤维开关、温度传感器、对称装置等可能造成回波的设备。
(5)为了使安装具有一定的灵活性,三钢厂 2 号转炉副原料系统所使用的料位计带有万向节的安装法兰,可以很方便地对料位计天线的方向进行调整。
E+H FMR250 型料位计安装步骤
(1)在罐顶合适的位置开孔,为了便于安装料位变送器,可以加装安装短管。但是喇叭天线必须伸出安装短管。由于机械结构导致天线喇叭无法伸出安装短管时,可以选用尺寸较短的安装短管。
(2)用螺丝固定安装法兰到安装短管上,转动万向节接头,使喇叭口天线朝向罐体的出料口,这样能及时的反应料位的变化。
(3)拧紧固定螺丝,打开表头显示的盖子,根据正负接好电源线,盖好盖子,仪表的安装就完成了。
E+H FMR250料位计的调试
确定喇叭口的准确方向
在料位计投入使用前需要根据工艺的具体要求对其参数进行设定、调试,以满足工艺的需求。安装好之后要确定喇叭口天线的准确方向。在料仓空仓的时候,查看料位计的回波曲线图,通过转动料位计的万向节接头,使喇叭口天线对准料仓出料口,然后微调,使回波曲线显示的空罐高度与设计的罐高相符,记录此数据,用于空罐标定的参数设置。
各参数的设置
进入参数设定状态,主要设定好表 1 中的参数,料位计即可进行正确的测量。 E+H:吴海凤 :

E+H FMR250雷达料位计的日常维护及故障排除
E+H FMR250 料位计日常维护要点
(1)由于上料系统现场粉尘大,需要对料位计的现场变送器加装防尘装置,以防止粉尘进入变送器内,损坏变送器内部的电子元器件。
(2)E+H FMR250 雷达料位计支持 HART 协议通讯,技术参数的修改可以通过支持 HART 通讯协议的手持操作器(如 375 等)在配电器端进行,而不必到现场。
(3)由于韶钢第三炼钢厂安装的 FMR250 料位计不带反吹系统,需要定期对料位计的喇叭口天线进行清灰处理,以确保测量数据的准确。
E+H FMR250 料位计常见故障排除
E+H FMR250 型料位计带有自诊断功能,并以代码的形式在表头显示出来,以帮助现场技术人员排除故障。其故障代码见表 2。
表2 料位计系统错误信息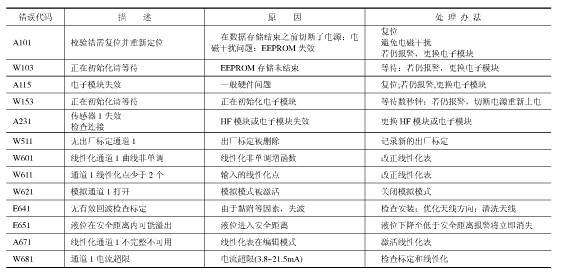 当仪表系统没有错误提示,但测量数据仍然有故障时,需要检查仪表安装和参数设置,下面是在使用过程中遇到的问题及处理方法:
当仪表系统没有错误提示,但测量数据仍然有故障时,需要检查仪表安装和参数设置,下面是在使用过程中遇到的问题及处理方法:
(1)料位计静态检测准确,但在上料过程中所测得料位会下降,停止上料后,料位检测回复正常。原因分析及处理方法:由于料位计天线偏转角度太大,雷达波的投射路径与下料路径交叉,产生干扰回波,导致测量数据波动、不准。此时需要调整天线角度,使雷达波的投射路径不与下料路径交叉,但以能准确反映料位变化为宜。
(2)测得的料位比实际料位偏高或偏低。原因分析及处理方法:根据料位的计算公式:L=E-D+A,可能是天线方向不对,或者参数设置不对。首先检查料位计雷达波的投射方向能否准确反映料仓料位高度,调整天线到适当角度后,故障仍不能排除,则修正量参数设置不对,此时需要根据料位高度调整公式L=E-D+A中的A 值(在 057 菜单中设定)。
(3)料位计表头显示的料位与上位机显示料位不一致。原因分析及处理方法:在排除PLC 故障、配电器输入输出不一致的情况后,可考虑料位计的变送输出量程参数设置与上位机量程不一致。通过修改变送输出量程参数 Max scale 046,使之与上位机量程一致。
三钢 2 号转炉雷达料位检测系统从 2010 年2 月份改造投入使用以来,经过一年的使用,料位检测准确,测量精度高,数据稳定,耐高温,抗干扰能力强,为转炉上料系统提供了可靠的数据保证,解决了因料位检测不准造成的皮带机堆料情况,减少了上料操作人员的劳动强度,减少了仪表系统的维护工作量,获得了良好的经济效益和社会效益。
E+H E+H代理 E+H办事处 E+H经销商